Plastic Assembly Welding Applications
Standard Flared Stake
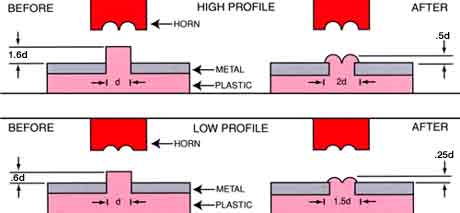
The standard flared stake satisfies the requirements of most applications. This stake is recommended for bosses with an O.D. of 1/16-inch (1.6 mm) or larger and is ideally suited for low density, nonabrasive amorphous plastics.
Spherical Stake
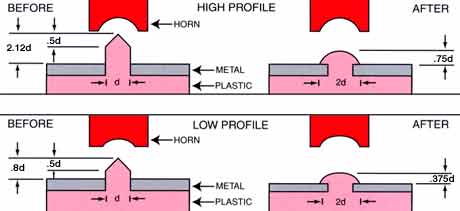
The spherical stake is preferred for bosses with an O.D. less than 1/16-inch (1.6 mm). It is also recommended for crystalline plastics with sharp highly defined melting temperatures, for plastics with abrasive fillers, and for materials that degrade easily.
Hollow Stake
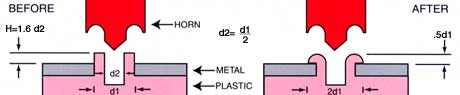
Bosses with an O.D. in excess of 5/32-inch (4 mm) should be made hollow. Staking a hollow boss produces a large strong head without having to melt a large amount a material. Also, the hollow stake avoids sink marks on the opposite side of the component, and enables the parts to be reassembled with self-taping screws, should repair and disassembly be necessary.
Knurled Stake
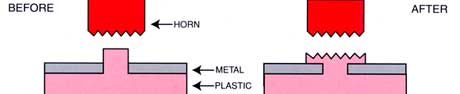
The knurled stake is used in applications where appearance and strength are not critical. Since alignment is not an important consideration, the knurled stake is ideally suited for high volume production, and is often recommended for use with a hand-held ultrasonic spot welder. Knurled tips are available in a variety of fine, medium and course configurations.
Flush Stake
The flush stake is used for applications requiring a flush surface. The flush stake requires that the retained piece has sufficient thickness for a chamber or counterbore.
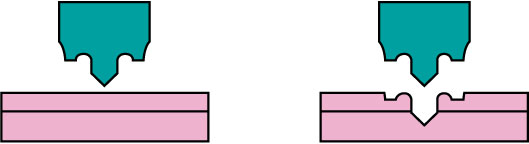
Ultrasonic staking controls the flow of the molten plastic used to capture or retain another component in place. Ultrasonic staking provides an alternative to welding when the two parts consist of dissimilar materials that cannot be welded or when simple mechanical retention of one part relative to another is inadequate (i.e. as distinct from molecular bonding). A common application is the attachment of plastic to metal. Typically a metal part, with location holes, is placed over a plastic part with molded bosses. The horn tip is then pressed against the plastic boss and the vibratory motion creates friction and localized heating. As the boss melts, the light pressure from the horn forms a head to a shape determined by the horn tip configuration. When the vibrations stop, the plastic material solidifies, and the dissimilar materials are fastened together.
With staking, tight assemblies are possible because mating parts are clamped under pressure of the horn until the rivet head solidifies. There is no elastic recovery as is the case with heat staking or cold forming. A major advantage of ultrasonic staking over heat staking is that the ultrasonic staking tip remains relatively cool during the process, forming a clean head with no sticking or stringing during assembly.
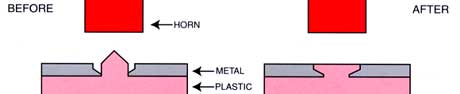
Spot Welding
During spot welding, the horn tip penetrates through the top sheet and enters the bottom sheet to a depth of one half the top sheet thickness. The displaced molten plastic is shaped by a cavity in the tip to create an annular formation around the weld. Simultaneously, the molten plastic displaced from the second sheet flows into the pre-heated area and forms a permanent molecular bond. Large thermoplastic parts and applications with hard to reach joining surfaces can easily be welded together using an ultrasonic spot welder and standard replaceable tips.
Ultrasonic Insertion
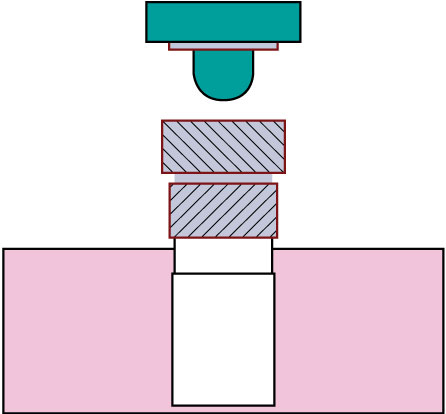
In ultrasonic insertion a metal insert is placed in a cored or drilled hole that is slightly smaller than the insert. This hole provides a certain degree of interference and also serves to guide the insert into place. The vibrating ultrasonic horn contacts the insert and the ultrasonic vibrations travel through the insert to the interface of the metal and plastic. Heat, generated by the insert vibrating against the plastic, causes the plastic to melt, and as the horn advances, the insert is embedded into the component. The molten plastic flows into the serrations, flutes, or undercuts of the inserts, and when the vibrations terminate, the plastic re-solidifies and the insert is securely encapsulated in place. Inserts can be ultrasonically installed in most thermoplastics.
Ultrasonic insertion provides the high performance strength values of a molded-in insert while retaining all of the advantages of post-molded installation. Some of the advantages of ultrasonic insertion over other methods include rapid installation, minimal residual stresses in the component following insertion, elimination of potential mold damage, reduced mold fabrication costs and increased productivity as a result of reduced mold cycle times.
Plastic Assembly Welding Tools on Abbeon.com>>